
Introduction
Small-scale dairy farming dominates the milk production system in India. The data shows average farm size is two cattle per farm. The average crossbreed cow milk yield is about 7-8 Kg per day and for indigenous cows, the yield is 2.4-3 Kg per day.
This leads to having a milk collection process in place to enable the stakeholder to collect milk efficiently. In simple form, the Milk collection system refers to aggregating milk from individual farmers, quality testing and storage of milk in a refrigerated tank, and then transporting it to the processing plant or to the market as per the schedule.
The major challenge faced by the milk aggregator is to ensure the quality of milk collected is as per their quality norms and the farmer gets paid basis the quality of milk he poured.
In India, firsthand the two parameters FAT & SNF content of the milk are considered as the basis of acceptance of milk and calculating the price of the milk.
That is the reason why it becomes most important to measure the FAT & SNF content of the milk of individual farmers before the milk is poured into the milk cooling or storage tank.
The challenge before the milk aggregator is to test & measure FAT & SNF accurately so that the farmer is satisfied, and the dairy not suffered due to loss of FAT & SNF.
Before going deep into the testing procedure let us understand the constitution of milk which will also give a fair idea of why FAT & SNF is the basis of payment to farmers.
Constitution of Milk
The constitution of milk is much more complex. It contains four principal constituents, water, fat, proteins & lactose, and many minerals or salt. For milk collection and pricing the content of Water, FAT, and SNF is considered.
The major constituents of cows’ milk are water (87.4%) and milk solids (12.6%), which includes vitamins, minerals, carbohydrate, fat, and protein.
The Milk Solids are the combination of FAT & SNF i.e. Solid Not Fat and expressed in percentage (%).
Milk Pricing
Milk Pricing is done based on FAT% and SNF% present in the milk. The dairy fixed a rate for Kg of FAT & Kg of SNF and then calculate the price of the milk. Let us understand the example given below.
For example, let us consider
Price of Kg of FAT = Rs. 300.00
Price of Kg of SNF = Rs. 240.00
Quantity of Milk = 2.5 Ltr
FAT in Milk = 3.5%
SNF in Milk = 8.5%
The Price of Milk per Liter = (300 x 3.5%) + (240 x 8.5%)
= 10.50 + 20.40 = Rs. 30.90
Total price of milk = 2.5 x 30.90 = Rs. 77.25
Any variation in test result for FAT & SNF thus have a greater impact on the Price of Milk. Dairies impose penalties for milk with specified content of FAT & SNF and pay bonuses for a higher value of FAT & SNF.
FAT & SNF Testing
FAT & SNF Testing are done by using any of the following methods or systems.
- Gerber’s Method
- FAT Testing Machine
- Automated Milk Collection Unit (AMCU)
01. Gerber’s Method
The oldest traditional method of FAT Testing is done by Gerber’s Method.
A milk sample is taken from the individual farmer, 10.75 ml of milk at ambient temperature is mixed with 1.0 ml of Amyl Alcohol and 10.0 ml of Sulphuric Acid (density 1.807 – 1.812 g/ml at 270C, colorless) in a Butyrometer. The Butyrometer is then placed inside a hot water bath at 65±2⁰ C for 5 mins and then put in the centrifuge where it is centrifuged at maximum speed for at least 4-5 mins.
In the process FAT content in the milk is being separated and looks straw yellow in color.
The Butyrometer is then inverted, FAT separated come to the top layer. Now the upper and lower scale readings corresponding to the lowest point of FAT meniscus and surface of separation of FAT and Acid are noted down. The difference between the two readings gives the percentage of fat in milk.
Once the percentage of FAT is obtained and the CLR noted during the collection of the Milk Sample the percentage of SNF is obtained using a Formula. For simplicity, the Dairy provides a chart showing the value of SNF for various CLR and corresponding FAT.
This is the most accurate test, but it has more human interventions and needs to be done with an expert for an accurate result. There are possibilities of errors that can occur in the practical operation and thus affects the result.
Limitations of Gerber’s Test
The following are the limitations of Gerber’s Test which affect the end results.
- Manufacturing tolerances in the graduation of the glassware.
- The accuracy and use of milk pipettes.
- The purity and quantity of sulfuric acid and amyl alcohol used.
- The speed and duration of centrifuging.
- The accuracy in the quantity of measurement of milk, acid & alcohol for the test
- The accuracy of the Butyrometer & its calibration.
- Variation in temperature of milk taken for testing.
- Whether the reading was taken before the milk cools
- The accuracy in Butyrometer scale reading.
FAT testing using Gerber Method is usually done after the milk collection process ends and the time when no farmers are present in the center. Thus, it depends on the integrity of the center in charge to record the correct data.
All readings for FAT & SNF need to be entered either in a record book or in the PC manually and chances of error in data entry are always there. The process cannot be automated.
Further, it involves the risk of handling concentrated Sulphuric Acid at the Village Level Collection Center. The possibilities of misuse of Acid cannot be ignored.
Dairy must take extra effort to monitor and ensure the supply of Acid, Alcohol in time. The chances of breaking glassware during testing & cleaning are there. This is a recurring expense to dairy.
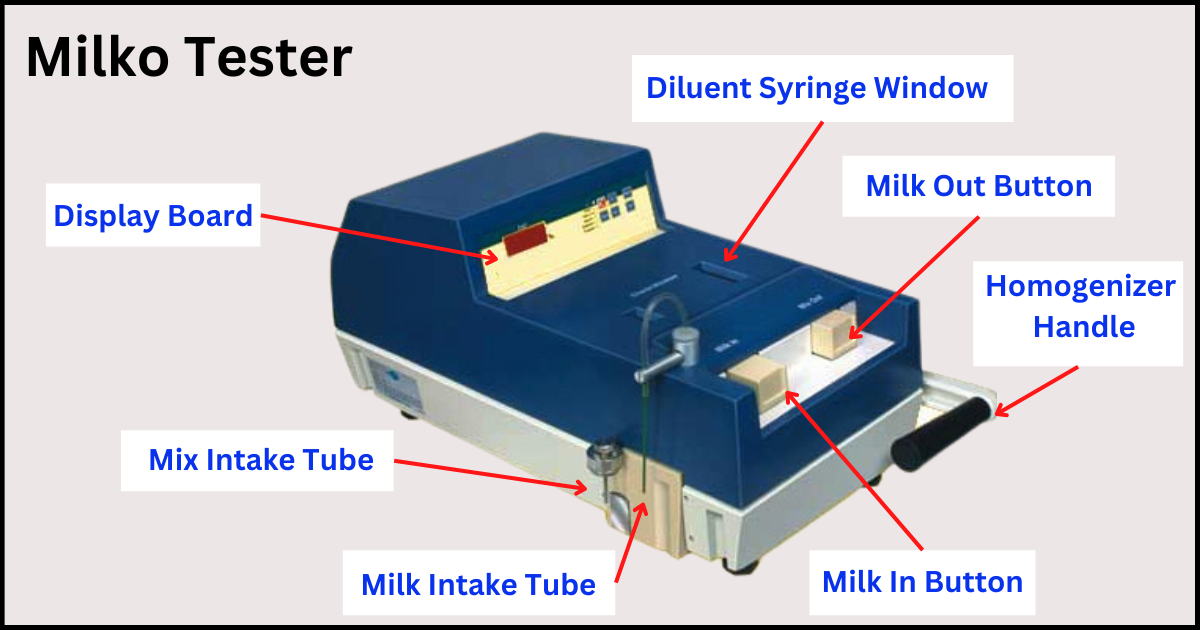
02. FAT Testing Machine (Electronic Milko Tester)
The FAT testing Machine or widely known as Electronic Milko Tester (EMT) is a simple, economical, and accurate FAT testing equipment. This instrument is widely adopted by the dairies for the following benefits over Gerber’s Method.
- Quick and Instant result, performs 100 – 110 tests per hour
- Easy to read Digital LED Display of FAT
- No need to measure milk quantity, Acid & Alcohol using pipettes
- The equipment runs both on AC Power & integrated with DC Battery also.
- Measures the high levels of FAT, up to 13%, and is more accurate.
- A small volume of Milk Sample is required
- Since consuming minimum time, milk testing is done in presence of the farmer.
- Better Farmer Satisfaction
Working Principle of Milko Tester
Electronic Milk Tester works on the photometric measurement of light scattered by the fat globules present in the milk sample. The measuring procedure follows the conventional system of dilution, mixing, homogenization, and photometric measurement.
Diluents are used to dilute the milk sample and dissolve and dissolve the proteins. The diluent is prepared by mixing Ethylene Diamine Tetra Acetic Acid (EDTA) in a 52.6 gm sachet, Trifon–X–100 of 0.5 ml and Antifoam of 1.0 ml with 10 liters of Water.
The pH value of the diluent is kept between 9.5 to 10.1. The diluent once prepared can be used for 02 weeks and it can be used for a longer period by adding Antifoam 0.5 ml from time to time.
Operation of Milko Tester
The operation of EMT is very simple, the EMT is switched ON 30 – 60 mins before the actual testing to be done for warm-up. The system should be free from air. To achieve that before testing ‘MILKIN’ & ‘MIX OUT’ buttons are pushed alternately until no air bubbles are seen in the syringes. The display is set to ZERO.
Now put the Milk Sample in the sampler under the milk tube and fully push the MILK IN button. The milk will get into the machine, gently remove the sampler, put a clean empty beaker under the milk tube and push the MIX OUT button. The beaker will now fill with milk & diluent.
Next place the Milk & Diluent Mix under the Mix Intake Tube and operate the Homogenizer Handle up & down THREE times. At the end of this operation, the display will show the Fat percentage in the Display. Empty the mixing beaker completely and now the EMT is ready for the next sample.
Limitations of Milko Tester
Although Milko Tester is more reliable, easier to operate, and gives instant results still there are few limitations found in the system.
- Warm-Up Time – The operator must switch ON the system 45 – 60 mins before starting the testing.
- Managing the supply chain for Diluent and storing at the collection center.
- Improper Cleaning at the end of the session affects the result and sometimes gives erratic values.
- Availability of Grid Power or DC Battery and maintenance of DC Battery.
- Skilled Manpower is required for preventative maintenance as well as during breakdown.
- Need to maintain essential spare parts
- Manual Data Entry and use of Chart for SNF Calculation
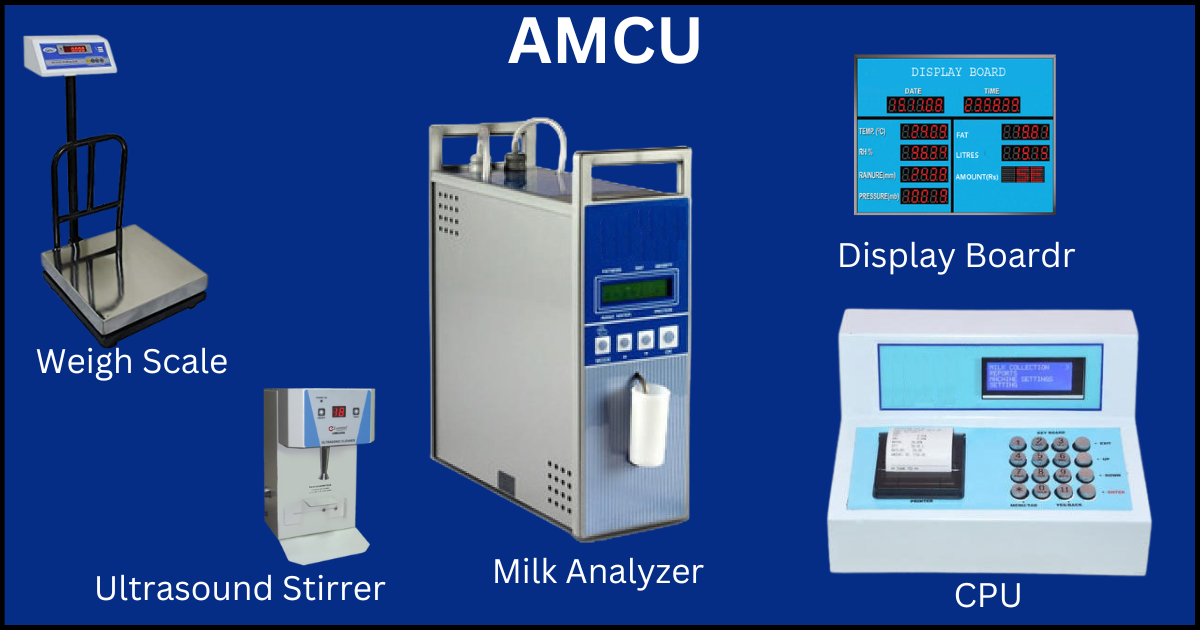
03. Automatic Milk Collection Unit (AMCU)
Automatic Milk Collection Unit or AMCU is the latest version of equipment used by most of the dairies at their milk collection centers for FAT & SNF Testing of Milk.
This piece of equipment takes care of all the limitations and issues the dairy used to face earlier for milk quality testing at the village-level milk collection centers.
The set of equipment consists of
- Electronics Weigh Scale
- Ultrasonic Stirrer
- Milk Analyzer
- Central Processing Unit with Printer
- Bigger Display Board
The milk Analyzer is the heart of the system which analyzes the milk and provided the percentage of FAT & SNF of the Milk Sample.
Other devices form a complete package integrated together such that once the Milk testing is done the farmer gets a printed slip indicating the quantity of milk with the percentage of FAT & SNF, Rate, and Total Amount of the milk he poured.
Even nowadays the system is connected to the central dairy through the internet pushing real-time data through cloud services. Framers are getting SMS on their mobile phones. The use of mobile apps enables them to keep & display records of individual farmers and the whole transactions they made with the VLCC.
The main advantages of this system which make it so popular and adopted by dairies are,
- Easy to operate, accuracy in the result, and instant result
- No wastage of Milk sample (sample reusable)
- No Chemicals, detergents & consumables are required
- No Glassware, No Stationery expenses
- Reduced Human Error and Time
- Real-Time Data Management & Analysis possible
- Reduced accounting time & manpower for milk billing & payment
- Enables transparency in Dairy Supply Chain
- Enables Digitization of the Milk collection process
- There is no need for the analyzer’s periodical calibration
- The accuracy of milk analyzers is not dependent on milk’s acidity.
- Milk Analyzers measure directly cold milk samples starting at 5°C, no need to pre-heat before the test.
- Provides confidence to farmers through a transparent system resulting in increased milk procurement
Working Principle of Milk Analyzer
The working of Milk Analyzer is based on the new high-end ultrasonic technology. It measures the speed of the ultrasound in the milk and directly measures the parameters.
The milk is sucked by the peristatic pump and held inside a sensor where the ultrasound waveform is transmitted from one end of the sensor and collected at the other end. The waves are measured by a microcontroller.
Ultrasound technology overcomes some of the basic disadvantages of infrared technology. The same process is repeated once again at a higher temperature and the analysis is done. These parameters, percentage of FAT, SNF, and Density in g/ml of milk are then displayed on an LCD.

Operation of AMCU
The operation flow process is given below.
Milk brought by the farmer undergoes an ophthalmitis test by the agent. If found good, then poured in a milk can kept on the milk weigher platform. The quantity of milk is displayed to the farmer and communicated to the Data Processor connected to Weighing Machine. The Farmer Identification Number is pre-feed to the Data Processor, the weight is captured against the particular ID.
A milk sample is taken and put in the Ultrasonic Stirrer. The function of the stirrer is to remove air bubbles from fresh milk prior to its testing for no error in the final reading.
The milk sample is then put in the Milk Analyzer where the device analyzes the milk and communicates the FAT & SNF percentage to the Data Processor which is captured against the same Farmer ID.
The Data Processor calculates the price for that milk and generates a report containing the Farmer’s ID, Quantity, Percentage of FAT & SNF, Rate, and Total Amount of the Milk. This data is then communicated to a printer. A printed slip from the printer is then handed over to the farmer.
The process is repeated for each farmer pouring milk in the center. At the end of the collection, a summary report is generated for the agent showing details of individual farmers as well as cumulative values.

The same Data is also communicated to the central dairy if the system is connected through the cloud. Dairy monitors the real-time data as well as help them to generate milk bill payment which is usually done in 10 days cycle.
Conclusion
The introduction of AMCU has made all partners in the milk collection chain more efficient. The system reduces manual intervention thus eliminating chances of human error. The system also reduces the manpower requirement at the dairy which otherwise was required to short, record data of each center and prepare the bills for payment.
With the development of automation systems now even the farmer payments are made directly to their account and the ERP system is easily integrated with the bank.
This also opens a way for more digitization and now even printers are eliminated from the system and farmers are getting SMS or their record in mobile applications designed for such activities.
The emergence of the internet will take this system forward with more automation and freedom in the future.
Detailed discription of FAT and SNF measuring instruments with advantages.
Pingback: Revolutionizing Milk Collection with a New Innovative Hack